Алюминий — это один из самых распространенных металлов. Он имеет небольшой удельный вес, хорошую теплопроводность, высокую стойкость к действиям внешних факторов. Но недостаточная прочность и быстрая окисляемость ограничивают его применение в чистом виде.

Большую популярность снискали сплавы металла с добавлением марганца или кремния. Из них получают неразъемные конструкции с помощью сварки. Статья расскажет о том, как правильно варить алюминий.

Краткое содержимое статьи:
Трудности при сварке алюминия
Большинство сплавов на основе алюминия считаются трудносвариваемыми. На это есть несколько причин:






Наличие на поверхности металла тугоплавкой оксидной пленки, разрушение которой наступает при температуре свыше 20000. Сам же металл плавится при гораздо более низкой температуре — 6600. Такой температурный градиент ухудшает условия для качественного сплавления кромок деталей: сварочная ванна мгновенно покрывается окислами.

В составе металла присутствует водород в растворенном виде. При кристаллизации шва он стремится выйти на поверхность валика. Так образуются характерные для алюминия дефекты — поры. А повышенное содержание кремния увеличивает риск появления горячих трещин.

Значительный коэффициент линейного расширения приводит к деформациям конструкций в процессе охлаждения. Явление получило название «усадка».

Алюминий известен своей жидкотекучестью в расплавленном состоянии, что негативно влияет на свариваемость. Проблему можно решить, используя специальные теплоотводящие пластины и подкладки.

Подготовка изделий к сварке
Предваряющим этапом сварки алюминия является тщательная подготовка кромок к сплавлению. Это важный момент для получения качественного соединения. Следует уделять внимание разделке кромок и их зачистке.

Стыковые швы на металле до 4 мм не нуждаются в разделке. С возрастанием толщины металла до 5 мм и выше применяют V-образный скос с одной стороны детали. Для толстолистового алюминия характерен двусторонний скос в форме «Х». Требуемую конфигурацию кромок получают механически: шлифованием, фрезерованием, строганием.

Цель зачистки — разрушить оксидный слой, очистить поверхность от масел и прочих загрязнений.

Процесс осуществляют двумя способами:

Механическая обработка. Кромки свариваемых деталей зачищают с 2-х сторон на ширину не менее 20 мм щетками металлическими с нержавеющим ворсом или специальными абразивными кругами по алюминию. После чего участки обработки обезжиривают растворителем. Среднее время хранения деталей после мехобработки и обезжиривания до сварки не должно превышать более 3ч.

Химическая обработка. Заготовки подвергают травлению в ваннах с 5-10% раствором NaOH. Травильный шлам (темный осадок) с поверхностей деталей удаляют последующим осветлением в азотной кислоте в течение 5 мин.

Обезжириванию подвергается и присадочный материал.





Способы сварки алюминия
В заводских и домашних условиях распространение получили 3 способа сварки алюминия: сварка плавящимся электродом с защитным газом (MIG), не плавящимся электродом (TIG) в аргоне и плавящимся электродом без газовой защиты.

Каждый вид характеризуется своими особенностями — применяемым оборудованием, расходными материалами, режимами сварки.

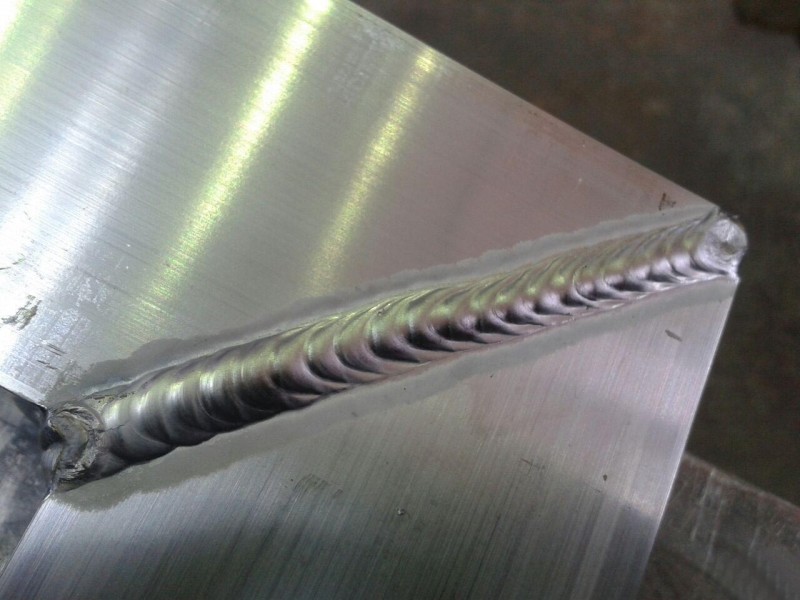
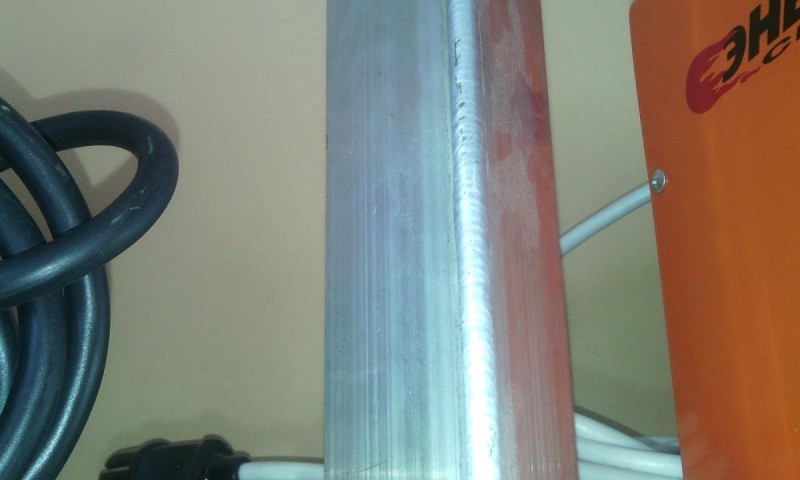
Фото сварки алюминия показаны в нашей галерее.
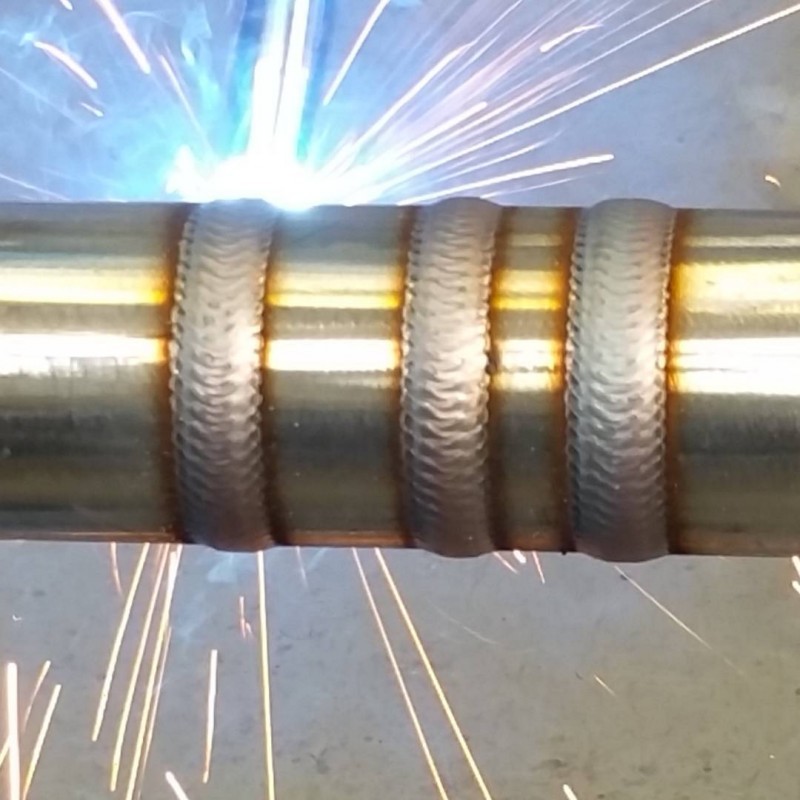
MIG сварка алюминия
Для полуавтоматической сварки алюминия использую как универсальные, так и импульсные инвенторы. Последние позволяют получить очень качественное соединение.

Электродом выступает специальная алюминиевая проволока со сплошным сечением (Св-АМг5, Св-АМЦ и т.д. в зависимости от материала заготовок), подающаяся в сварочный аппарат с помощью роликов.

Параметры сварки — постоянный ток, обратная полярность. Для защиты ванны в зону сварки подают аргон или его смеси с гелием или углекислотой в соотношении 80/20% соответственно.

Режимы сварки (величину тока, расход газа, напряжение дуги, вылет электрода) подбирают по справочникам, исходя из толщины свариваемых деталей.

Как варить алюминий полуавтоматом? Ответ зависит от пространственного положения и вида соединения. Так, для стыковых швов без скоса кромок в нижнем положении сварку ведут без поперечных колебаний электрода. При многослойной сварке деталей с разделкой последние швы накладывают с небольшими поперечными перемещениями электрода.

Для предотвращения образования на концах шва кратеров используют выводные планки.

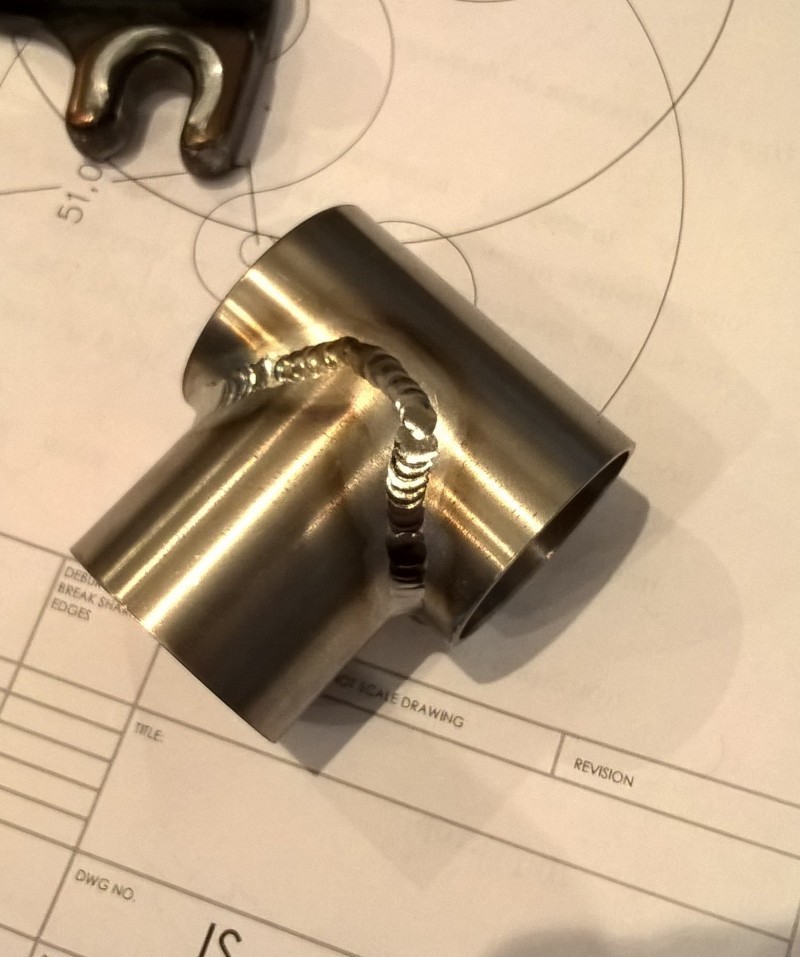
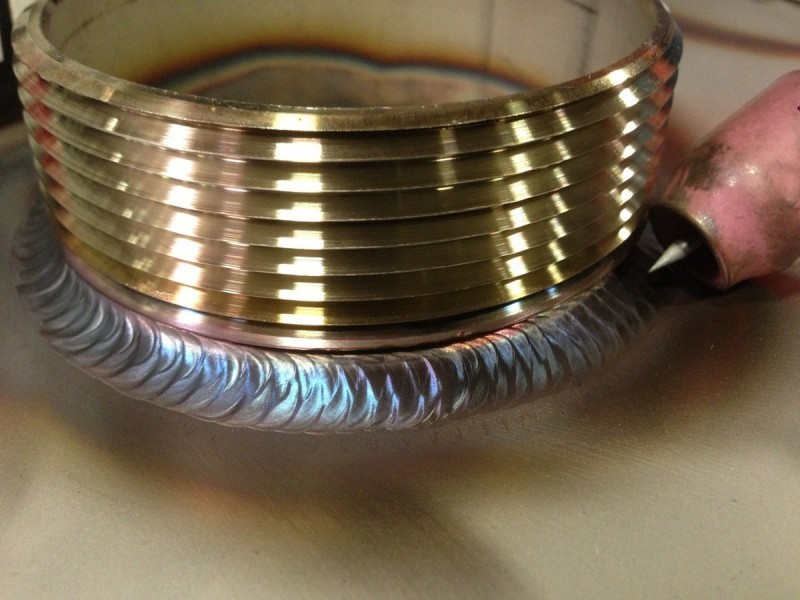
TIG сварка алюминия
Данная технология предусматривает применение вольфрамового неплавящегося электрода диаметром 1,6-5 мм в зависимости от толщины заготовки и присадочного материала, в качестве которого выступает аналогичная по диаметру алюминиевая проволока или прутки.

Защитный газ — аргон повышенной чистоты. Оборудование — аргонодуговой инвентор, например TRITON ALUTIG 200Р AC/DC.

Несколько советов, как варить алюминий аргоном:






Наклон электрода к детали должен быть в диапазоне 70–800, а угол между присадкой и вольфрамовым стержнем около 900. Рекомендуемая длина дуги от 1,5 до 2,5 м. При наложении швов первой перемещается присадка, а за ней горелка.

Для исключения перегрева металла, сквозных прожогов тонколистовых заготовок, под ними располагают медные пластинки, которые эффективно отводят тепло. В зону сварки аргон подают за 3-4 сек. до начала прохода, а прекращают подачу спустя 5-7 сек. после обрыва дуги.
В сравнении с полуавтоматической сваркой, сварка не плавящимся электродом на правильно подобранных режимах уменьшает коробление изделий и снижает трудоемкость зачистки. Но чуть более длительная по времени.

Сварка плавящимся электродом без газовой защиты
Варить алюминий в домашних условиях можно электродами марок УАНА и ОЗАНА с щелочно-солевым покрытием.

Работы проводят на постоянном токе обратной полярности. Значение подбирают в соответствии с соотношением: с увеличением диаметра электрода на 1мм увеличивается ток на 25-30 А. Так, для стержня диаметром 3,2 мм диапазон тока 80-100 А. Многие производители указывают оптимальные режимы сварки на упаковках электродов.

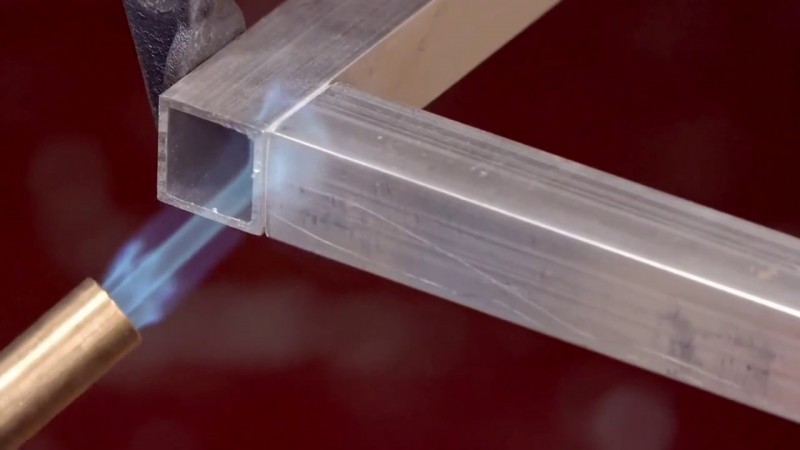
Для сварки небольших, но толстолистовых деталей необходим предварительный подогрев. Для сварки крупногабаритных изделий используют локальный прогрев с помощью газовых горелок. Мероприятия направлены на снижение вероятности образования кристаллизационных трещин и коробления.

Перед сваркой электроды прокаливают в печах или электропеналах. Сварку ведут короткой дугой, обрыв дуги до завершения сварного шва нежелателен.
После завершения одного прохода шлак с поверхности шва отбивают при помощи зубила или молотка. Сварку по шлаку не производят.

Технология сварки алюминия имеет свои нюансы, ее освоение займет некоторое время. Конечный вид изделия, презентабельность, геометрия сварного шва, наличие наружных и внутренних дефектов полностью зависит от соблюдения всех правил и рекомендаций подготовительных и сварочных работ.

Фото рекомендации как варить алюминий






























Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование