В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.

Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.

Краткое содержимое статьи:
Паяльники
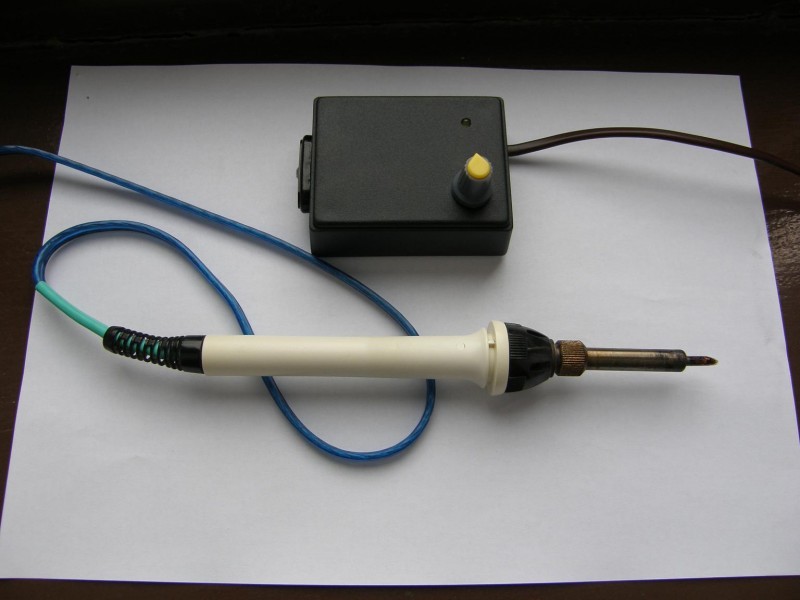
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.

Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.

Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.

Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.




Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.






Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.

Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших — острое коническое.





Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.

Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.

Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.

Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

Техника пайки
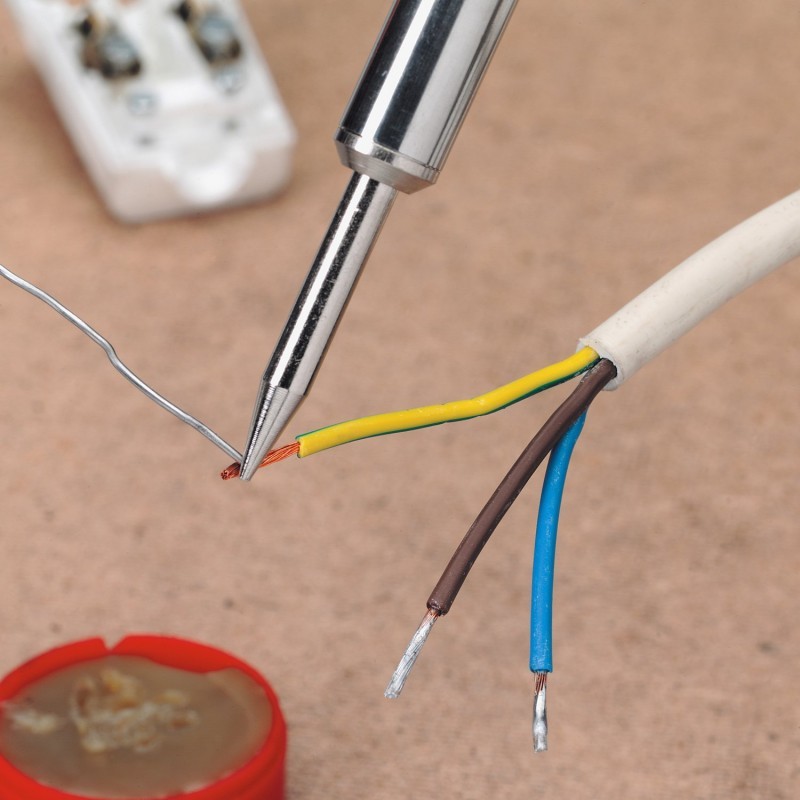
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
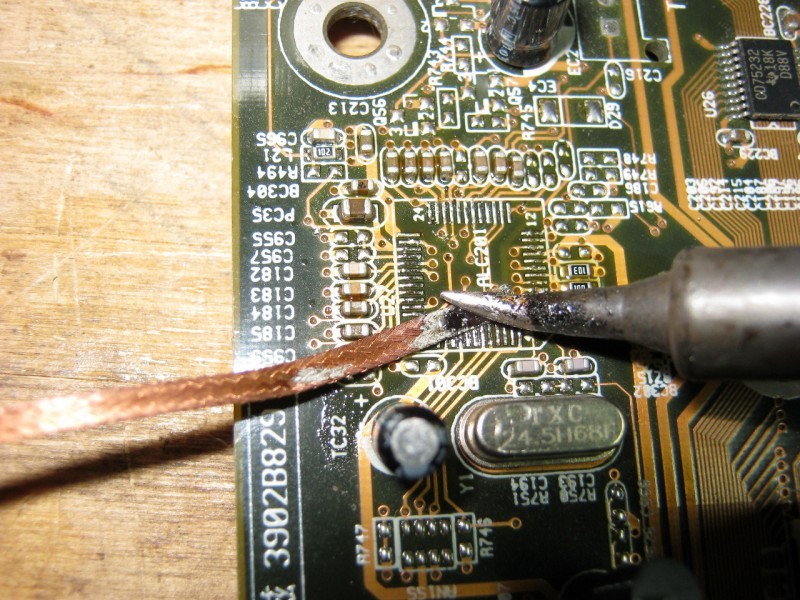
Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.


Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять
























Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование